





Position: HOME > Media Coverage > Exhibition News Laser cutting machine cutting head shaking? Full process of rail/belt tension calibration

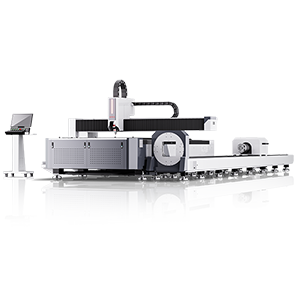
The cutting head suddenly shook left and right like being drunk, and the originally smooth surface turned into a serrated shape! "Chen, a worker from a precision sheet metal factory in Dongguan, found that after 2 years of operation, the shaking amplitude of the cutting head reached 0.5mm, causing a 30% surge in scrap rate. The motion system of a laser cutting machine is like a human skeleton. If the gap between the guide rails exceeds 0.03mm or the belt tension deviation exceeds 5N, it will cause abnormal shaking of the cutting head. This article provides a detailed explanation of the three core steps of X/Y-axis guide rail calibration, belt pre tension adjustment, and transmission system joint adjustment. It teaches you how to use tools such as feeler gauges, tension gauges, and laser interferometers to control the cutting head's operating accuracy within ± 0.02mm.

1、 Quickly identify the root cause of shaking
1. Vibration characteristic diagnosis
Lateral regular shaking: wear of guide rail slider (gap>0.05mm)
Vertical jumping shaking: synchronous belt tooth wear (pitch error>0.1mm)
Irregular random jitter: servo motor encoder signal interference (fluctuation voltage>10mV)
2. Simple testing method
Manual push-pull test: Gently push the cutting head along the X/Y axis direction, and the normal resistance should be uniform without any jamming
Listening and positioning method:
Sharp metal friction sound: Insufficient lubrication of the guide rail
Dull impact sound: Loose keyway of pulley
2、 Precision calibration of guide rail system
1. Adjustment of clearance between linear guides
Measure the gap between the guide rail and the slider using a feeler gauge:
Permitted range:
Light load guide rail: 0.01-0.03mm
Heavy duty guide rail: 0.03-0.05mm
Adjustment steps:
Loosen the guide rail pressure block bolt (leaving 1/4 thread allowance)
Gently tap the side of the guide rail with a rubber hammer until the gap meets the standard
Tighten the bolts three times in diagonal order (torque 8-10N · m)
Case: A certain enterprise in Suzhou improved the true roundness of the cut circular hole to 99.2% by adjusting the parallelism of the guide rail (reducing the error from 0.08mm to 0.015mm).
2. Ball screw reverse clearance compensation
Testing tool: dial gauge+magnetic gauge holder
Compensation method:
Place the micrometer probe against the side of the cutting head
Drive the cutting head to reciprocate and record the difference between forward and reverse directions
Input compensation value in the CNC system (usually 1.2 times the measured value)
3、 Belt drive system calibration
1. Precise control of synchronous belt tension
Measure belt tension using a tension meter (such as SITEC brand):
Standard value:
25mm wide belt: 280-320N
15mm wide belt: 150-180N
Adjustment techniques:
Measure the midpoint sag with a tension meter (should be less than 3mm)
The double belt system needs to ensure that the tension difference is less than 10N
2. Wheel coaxiality correction
Laser calibration method:
Install laser emitter at the driving wheel end
Place the target plate at the driven wheel end
Adjust the driven wheel bracket to ensure that the center deviation of the light spot is ≤ 0.05mm
4、 Whole machine joint debugging and verification
1. Dynamic accuracy detection
Laser interferometer detection:
Positioning accuracy: ± 0.01mm/m
Repetitive positioning accuracy: ± 0.005mm
Cutting verification:
Cut a test circle with a diameter of 100mm and measure the circumference error (should be less than 0.1mm)
Continuous cutting of grid patterns (no burrs at line intersections)
2. Preventive maintenance checklist
Daily inspection: Thickness of lubricating grease film on the guide rail (evenly covering the track surface)
Monthly maintenance: Cleaning of belt teeth roots (using a nylon brush to remove debris)
Quarterly mandatory: Re measurement of pre tightening force of guide rail slider (replacement required if attenuation exceeds 15%)
Take immediate action:
Send a private message with "Shake Calibration" to obtain free "Guide Rail Gap Adjustment Video Tutorial", "Belt Tension Comparison Table", and "Vibration Detection Report Template". The top 50 engineers can apply for online guidance!
Related services:
[Rail replacement service] · [Transmission system major maintenance] · [Rental of precision testing equipment]

According to this process, over 90% of cutting head shaking problems can be resolved within 4 hours. It is recommended to perform a complete calibration every 2000 hours of operation, which can reduce the rate of equipment accuracy degradation by 70%. If there is still abnormal vibration after adjustment, it is necessary to focus on investigating deep problems such as harmonic interference of servo motors or parameter drift of control systems.
2025-07-22
2025-07-21
2025-07-19