





Position: HOME > Company News > Why is your laser cutting machine inefficient? 10 operational misconceptions that must be avoided!

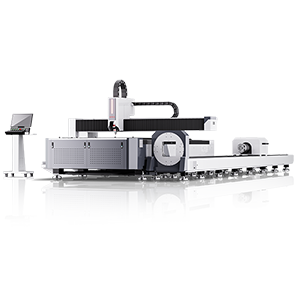
As the core equipment of industrial manufacturing, the processing efficiency of laser cutting machine directly affects the production cost and delivery cycle of enterprises. However, many users neglect details or adopt incorrect habits in actual operation, resulting in the inability to fully utilize device performance. This article deeply analyzes 10 common operational misconceptions and provides professional solutions to help you break through efficiency bottlenecks and achieve a leap in production capacity!

Misconception 1: Blindly pursuing the highest speed and ignoring parameter matching
Problem manifestation:
Adjusting the cutting speed to the maximum value of the equipment resulted in frequent issues such as incomplete cutting and increased burrs, forcing rework.
Core impact:
A 20% increase in speed may increase the scrap rate by 35%
The acceleration/deceleration process consumes 15% -25% more energy
Solution:
Match speed based on material thickness (e.g. recommended speed of 8-10m/min for 3mm carbon steel)
Using CAM software to simulate cutting paths and optimize empty path movement trajectories
Misconception 2: Long term failure to replace protective lenses leads to severe attenuation of the optical path
Problem manifestation:
Metal dust and oil stains adhere to the surface of the lens, and the light transmittance decreases to below 80% before continuing to be used.
Data Warning:
Lens contamination causes laser energy loss of up to 40%
3% increase in reflection loss for every 1 μ m pollutant
Solution:
Establish a lens lifespan management card (recommended to replace every 50 hours of cutting)
Use a professional lens cleaning kit (including dust-free cotton swabs and optical grade isopropanol)
Misconception 3: Ignoring environmental temperature fluctuations leads to laser frequency reduction
Problem manifestation:
The laser automatically reduces power operation in high temperature environments above 35 ℃, resulting in a 30% reduction in cutting thickness.
Key parameters:
The optimal operating temperature for fiber lasers is 20-25 ℃
For every 5 ℃ increase, the output power decreases by 2% -3%
Solution:
Install industrial chiller (recommended ± 0.5 ℃ precision model)
Workshop equipped with a constant temperature system (recommended humidity control between 40% -60%)
Misconception 4: Mixing different gases can trigger chemical reactions
Problem manifestation:
Replacing high-purity oxygen with industrial oxygen for cutting carbon steel results in an increase of over 50 μ m in the oxide layer thickness at the cut.
Gas standard comparison:
Gas type purity requirements applicable scenarios
Oxygen cutting ≥ 99.6% carbon steel/galvanized sheet
Nitrogen cutting ≥ 99.95% stainless steel/aluminum alloy
Solution:
Configure gas purity detector (calibrated once a month)
Independent pressure reducing valves are used for different gas source pipelines

Misconception 5: Neglecting the flatness of the board and being forced to reduce power
Problem manifestation:
When the warping of a board with a thickness of 3mm or more exceeds 2mm/m ², the automatic focusing time of the equipment increases by 15 seconds per time.
Optimization plan:
Purchase board leveling machine (leveling accuracy ± 0.3mm/m ²)
Flatten the workpiece with a magnetic fixture before cutting
Misconception 6: The nozzle aperture does not match the board, resulting in turbulent airflow
Problem manifestation:
Using a 3mm nozzle to cut an 8mm thick plate resulted in slag splashing back and blocking the nozzle.
Selection Guide:
Recommended nozzle aperture for sheet thickness
≤3mm φ1.0-1.5mm
4-10mm φ2.0-2.5mm
10-20mm φ3.0-4.0mm
Solution:
Configure a multi specification nozzle quick switching device
Monthly inspection of nozzle roundness (replace if deformation exceeds 0.05mm)
Misconception 7: Using traditional typesetting methods results in low material utilization
Problem manifestation:
Manual layout results in a board waste rate of up to 22%, while intelligent layout can be controlled within 8%.
Technical upgrade:
Introduce AI nested software (such as SigmaNEST, Radan)
Prioritize the use of common edge cutting technology (saving 15% -30% of the path)
Misconception 8: Failure to activate autofocus function and frequent shutdown for adjustment
Problem manifestation:
Manually focusing when cutting materials of different thicknesses wastes 45 minutes of effective working hours per day.
Intelligent configuration suggestion:
Install a capacitive automatic focusing head (response speed<0.1 seconds)
Preset Material Thickness - Focus Position Database
Misconception 9: Insufficient maintenance of the cooling system can trigger laser alarms
Problem manifestation:
The coolant has not been replaced for more than 6 months, resulting in a temperature fluctuation of ± 3 ℃ in the laser and triggering shutdown protection.
Maintenance standards:
Monthly testing of coolant conductivity (standard value<20 μ S/cm)
Replace pipeline filters every quarter
Misconception 10: Neglecting equipment grounding and static interference to positioning accuracy
Problem manifestation:
When the grounding resistance is greater than 4 Ω, the positioning error of the servo system increases by 0.02mm.
Electrical renovation plan:
Laying a dedicated grounding grid (grounding resistance ≤ 1 Ω)
Installation of electrostatic brush for moving parts (discharge current<5 μ A)
Conclusion: Building a Digital Efficiency Management System
To improve the efficiency of laser cutting machines, it is necessary to establish a "monitoring analysis optimization" closed loop:
Installing IoT sensors: Real time collection of 12 parameters including power, speed, gas consumption, etc
Build MES dashboard: Calculate equipment OEE (target value ≥ 85%)
Implement PDCA cycle: Hold weekly process optimization seminars
Download the 'Laser Cutting Machine Efficiency Improvement Self Inspection Form' immediately, or schedule an engineer to conduct a TPM (Total Productive Maintenance) audit on-site to help you accurately identify efficiency loss points! Follow us for more intelligent manufacturing upgrade solutions.
Related keywords: laser cutting machine speed optimization, cutting parameter setting skills, equipment OEE improvement plan, intelligent discharge system, laser maintenance specifications, industrial gas selection guide, sheet leveling process, CNC cutting efficiency management
2025-07-22
2025-07-21
2025-07-19